

اکستروژن آلومینیوم چیست؟ (راهنمای جامع فرایند، طراحی قالب و آلیاژها)
صنعت مدرن امروز، از ساخت شاسی خودروهای الکتریکی و هیتسینکهای پیشرفته گرفته تا نمای آسمانخراشها و لاینهای نوری ظریف، به شدت به یک فرایند مهندسی وابسته است: اکستروژن آلومینیوم (Aluminum Extrusion). این روش، بهینهترین، سریعترین و اقتصادیترین راهکار برای تبدیل شمشهای خام آلومینیوم به قطعاتی با سطح مقطعهای پیچیده، دقیق و یکپارچه است.
در این مقاله تخصصی از گروه صنعتی دیجی آلوم، قصد داریم به زبانی ساده اما با دقت علمی بالا، صفر تا صد پروسه اکستروژن آلومینیوم، انواع مقاطع، عملیات حرارتی، و رازهای ساخت قالبهای استاندارد را کالبدشکافی کنیم. اگر قصد تولید یک قطعه اختصاصی را دارید، این راهنما تمام مسیر را برای شما روشن خواهد کرد.
اکستروژن آلومینیوم به زبان ساده
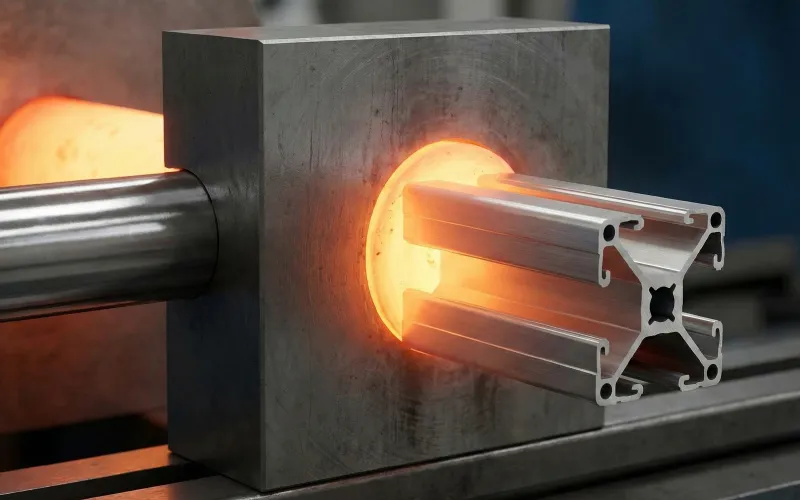
برای درک بهتر این فرایند، فشردن یک تیوپ خمیردندان را تصور کنید. وقتی تیوپ را فشار میدهید، خمیردندان به شکل دایرهای (دقیقاً همشکل دهانه خروجی تیوپ) خارج میشود. در دنیای متالورژی و صنعت، به جای خمیردندان از استوانههای توپر آلومینیومی (به نام بیلت – Billet) و به جای دهانه تیوپ، از دیسکهای فولادیِ ماشینکاری شده (قالب) استفاده میشود.




یک پرس هیدرولیک چند هزار تنی، آلومینیومِ حرارتدیده و خمیری شکل را با فشار هولناکی از درون سوراخهای قالب عبور میدهد تا پروفیل آلومینیومی با سطح مقطع دلخواه (مثل نبشی، لوله، قوطی یا اشکال بسیار پیچیده و چندحفرهای) متولد شود. این فرایند به دلیل حفظ ساختار کریستالی فلز، بالاترین استحکام مکانیکی را به قطعه نهایی میبخشد.
مراحل ۱۰ گانه تولید در خط اکستروژن آلومینیوم
تولید پروفیلهای استاندارد نیازمند کنترل دقیق دما، سرعت و فشار در طول خط تولید است. این پروسه شامل مراحل پیوسته زیر میباشد:
۱. پیشگرم کردن قالب (Die Heating)
قالب فولادی پیش از ورود به دستگاه، در کوره مخصوص تا دمای ۴۰۰ الی ۴۵۰ درجه سانتیگراد حرارت میبیند. این کار از شوک حرارتی جلوگیری کرده و مانع از شکستن قالب زیر فشار پرس میشود.
۲. برش و حرارتدهی بیلت (Billet Heating)
استوانههای آلومینیومی خام (بیلت) در طولهای مشخص برش خورده و در کوره تا دمای ۴۰۰ الی ۵۰۰ درجه سانتیگراد گرم میشوند. در این دما، آلومینیوم ذوب نمیشود، بلکه به حالت خمیری (پلاستیک) درمیآید تا قابلیت جریان یافتن پیدا کند.
۳. انتقال به دستگاه پرس
بیلت حرارتدیده توسط نوار نقاله به محفظه پرس (کانتینر) منتقل میشود. برای جلوگیری از چسبیدن آلومینیوم به دیوارهها و قالب، مواد روانساز صنعتی (لوبریکانت) به سیستم تزریق میگردد.
۴. اعمال فشار هیدرولیک (Ram Pressure)
رام یا سنبه دستگاه پرس با فشاری بین ۱۵۰۰ تا ۴۰۰۰ تن (بسته به ظرفیت دستگاه)، بیلت خمیری را به جلو میراند. آلومینیوم تمام فضای کانتینر را پر کرده و متراکم میشود.
۵. خروج پروفیل (Extruding)
مواد تحت فشار راهی جز عبور از روزنههای قالب ندارند و به شکل پروفیل نهایی با سطح مقطع تعیینشده، از سمت دیگر دستگاه خارج میشوند.
۶. خنکسازی اولیه (Quenching)
همزمان با خروج، دستگاه کِشنده (Pooler) پروفیل را با سرعت ثابت روی میز غلتکدار هدایت میکند. در طول مسیر، بسته به نوع آلیاژ، پروفیل توسط فنهای هوای قدرتمند یا حمام آب خنک میشود تا ساختار متالورژیکی آن تثبیت شود.
۷. برش گرم (Hot Shearing)
زمانی که طول پروفیل روی میز به حد نصاب (مثلا ۴۰ متر) رسید، توسط اره متحرک بریده شده و از فرایند اکستروژن جدا میشود.
۸. انتقال به میز خنککننده
قطعات به میزهای انتقال (Cooling Table) هدایت میشوند تا دمای آنها کاملاً به دمای اتاق کاهش یابد.
۹. تابگیری و کشش (Stretching)
فلز پس از سرد شدن دچار پیچ و تاب و تنشهای داخلی میشود. دستگاه استرچر با گیرههای هیدرولیک، هر دو سر پروفیل را گرفته و آن را به صورت کنترلشده میکشد تا کاملاً صاف، مستقیم و همتراز شود.
۱۰. برش نهایی (Final Cutting)
پروفیلهای صافشده به میز اره نهایی منتقل شده و بر اساس سفارش مشتری (معمولاً شاخههای ۶ متری) برش میخورند. این قطعات اکنون آماده ورود به مرحله عملیات حرارتی هستند.
نقش حیاتی قالب؛ قلب تپنده کیفیت و دقت
مهمترین عامل در تعیین کیفیت، دقت ابعادی، تلورانس و زیبایی سطح یک پروفیل، قالبی است که آلومینیوم از آن عبور میکند. قالبها (Dies) دیسکهای فولادی ضخیمی از جنس فولاد گرمکار (معمولاً گرید H13 یا ۱.۲۳۴۴) هستند که با تکنولوژیهای پیشرفتهای نظیر CNC و وایرکات (Wire EDM) ساخته میشوند.
قالبهای اکستروژن بر اساس هندسه پروفیل به سه دسته تقسیم میشوند:
- قالبهای توپر (Solid Dies): برای تولید مقاطع بدون فضای داخلی بسته مانند تسمه، میلگرد، نبشی و هیتسینکهای پرهدار.
- قالبهای توخالی (Hollow Dies): قالبهای پیچیدهتری که از دو بخش (ماتریس و ماندرل) تشکیل شدهاند تا مقاطع دارای حفره مانند لوله، قوطی مستطیلی و پروفیلهای پنجره را تولید کنند.
- قالبهای نیمهتوخالی (Semi-Hollow Dies): برای تولید مقاطعی مانند ناودانی عمیق یا کانالهای C شکل.
یک اصل مهم مهندسی: در فرایند اکستروژن، دینامیک سیالات و توزیع فشار آلومینیومِ خمیری بسیار بیرحم است. اگر طراحی قالب از نظر زوایای فرار و تعادل فشار دقیق نباشد، یا فولاد آن به درستی سختکاری (نیتریفیکاسیون) نشده باشد، پروفیل خروجی دچار تابخوردگی، خط و خش، و عدم تطابق ابعادی خواهد شد.
راهکار اجرایی برای تولیدکنندگان…
اگر ایده، نقشه صنعتی یا محصول جدیدی دارید، کیفیت نهایی شما پیش از دستگاه پرس، در کارگاه قالبسازی رقم میخورد. ساخت ابزار دقیق، یک سرمایهگذاری برای جلوگیری از ضایعات است. برای آشنایی با استانداردهای طراحی فولاد، مراحل ماشینکاری فوقدقیق و سفارش ساخت قالب اکستروژن اختصاصی خود، به صفحه مهندسی ساخت قالب ما مراجعه کنید تا کارشناسان ما طرح شما را امکانسنجی کنند.
عملیات حرارتی؛ راز تبدیل آلومینیوم نرم به فلزی مستحکم
آلومینیوم اکسترود شده در مرحله دهم (وضعیت T4) نسبتاً نرم است و استحکام کافی برای استفاده در پروژههای صنعتی یا ساختمانی را ندارد. برای افزایش سختی و رسیدن به خواص مکانیکی نهایی، پروفیلها وارد کورههای پیرسازی (Aging Ovens) میشوند.
رایجترین عملیات حرارتی عبارتند از:
- عملیات T4: پیرسازی طبیعی. فلز در دمای محیط و طی چند روز به تدریج سخت میشود.
- عملیات T5: پیرسازی مصنوعی. پروفیلها در کوره با دمای مشخص (حدود ۱۷۰ تا ۲۰۰ درجه) برای چند ساعت حرارت میبینند. این حالت رایجترین استاندارد برای تولید مقاطع معماری (درب فریم لس، پنجره، لاینهای نوری و هیتسینکها) است.
- عملیات T6: سختترین حالت ممکن. فلز بالاترین حد عملیات حرارتی کوئنچ و ایجینگ را تجربه میکند تا به حداکثر مقاومت کششی برسد (بسیار مناسب برای صنایع هوافضا، شاسیسازی ماشینآلات و قطعات تحت فشار).

آلیاژهای پرکاربرد در اکستروژن آلومینیوم
پایه و اساس کیفیت، انتخاب آلیاژ درست است. در صنعت اکستروژن معمولاً از سری آلیاژهای ۶۰۰۰ استفاده میشود که ترکیبی از آلومینیوم، منیزیم و سیلیسیم هستند:
آلیاژ ۶۰۶۳:
به دلیل قابلیت اکسترودپذیری فوقالعاده برای اشکال پیچیده، کیفیت سطح بینظیر برای رنگ و آنادایز، و رسانایی گرمایی بالا، بیشترین کاربرد را در پروفیلهای درب و پنجره، پارتیشنها و چراغهای خطی دارد.
آلیاژ ۶۰۶۱:
استحکام مکانیکی بسیار بالاتری دارد و قابلیت جوشکاری آن عالی است. از این آلیاژ بیشتر در قطعات سازهای، داربستها، قطعات خودرو و فریمهای صنعتی استفاده میشود.
اصول و الزامات طراحی پروفیل برای اکستروژن
اگر در حال طراحی یک مقطع جدید هستید، رعایت این نکات مهندسی باعث کاهش هزینه ساخت قالب و افزایش کیفیت تولید شما میشود:
سعی کنید ضخامت دیوارههای پروفیل تا حد امکان در تمام بخشها یکسان باشد. اختلاف ضخامت شدید باعث خنک شدن نامتقارن و پیچیدگی قطعه میشود. گوشههای داخلی و خارجی را با شعاع (Fillet) حداقل ۰.۵ میلیمتر طراحی کنید تا جریان مواد در قالب روانتر شده و عمر قالب افزایش یابد. در ادامه باید گفت مقاطع متقارن (نسبت به محور X یا Y) توزیع فشار بسیار بهتری در قالب دارند و با سرعت و کیفیت بالاتری تولید میشوند.
دیجی آلوم؛ شریک استراتژیک شما در تولید
گروه صنعتی دیجی آلوم با در اختیار داشتن زنجیره کامل تولید (از طراحی قالبهای فولادی با دستگاههای CNC، خطوط پیشرفته اکستروژن تا کورههای ایجینگ و خطوط رنگ و آنادایزینگ)، ایده شما را به محصولی فیزیکی و باکیفیت تبدیل میکند.
ما با کنترل دقیق تلورانس ابعادی (تا دقت ۰.۴ میلیمتر) و استفاده انحصاری از بیلتهای فابریک استاندارد، کیفیت محصول نهایی شما را تضمین میکنیم.
برای امکانسنجی نقشه خود، دریافت مشاوره متالورژی و استعلام قیمت ساخت قالب و تولید انبوه، همین امروز با دپارتمان مهندسی فروش دیجی آلوم تماس بگیرید.